风机现场平衡
1 引言
转子的平衡可以采用两种方式:一种是在平衡机上平衡;另一种是在实际运行状态下平衡(称为现场平衡)。后者综合考虑了各种因素对振动的影响,平衡效果好,而且节省时间。大多数的平衡问题均可以通过这种方式解决。
就现场平衡的方法而言,可以分为测幅平衡和测相平衡。测幅平衡只需要测量振动的大小,用周移法、三点法等方法进行计算。这种方法比较简单易行,但精度低,启动次数多;测相平衡采用可同时测量振幅和相位的仪表。平衡时首先在转子上加一个(或一组)试验质量,通过加重前后振幅和相位的变化,计算校正质量的大小和方向。这种方法精度高,启动次数少。本文将介绍用测相法对风机进行的平衡。
2 平衡原理
2.1 不平衡的诊断
一般来说,只要振动成分中基频占主导地位,就可以认定存在不平衡。基频的幅值取决于不平衡的大小和支撑系统的刚度,相位与不平衡的角度有关。
2.2 刚性转子的平衡
所谓刚性转子,是指转子的工作转速低于一阶临界转速,不平衡离心力较小,由此引起的挠曲变形小得可以忽略。
刚性转子存在两种形式的不平衡:静不平衡和力偶不平衡。从理论上讲,在两个平面平衡可以同时消除这两种形式的不平衡。
2.3 柔性转子的平衡
柔性转子的平衡方法称为振型法。所谓振型法是根据柔性转子的振动理论和振型函数的正交性,分别对转子的各阶振型进行平衡的一种挠性转子平衡方法。
2.4 试验质量的选择
测相平衡的步骤:首先测量转子的原始振动,然后在转子上加一个(或一组)试验质量,并测量试加后的振动值。依据试加前后的振动值就可确定校正质量的大小和角度。
如何确定试验质量的大小和角度是平衡过程的一个重要问题。
由振动相位和机械滞后角可以确定试验质量的角度。对于刚性转子而言,从理论上讲滞后角接近于零度。当然由于测试误差的存在,会与零度有一定的偏差,但总的来说偏差不会太大。对于柔性转子滞后角,需要结合不平衡的性质以及临界转速来考虑。
试验质量的大小主要依靠经验确定。试验质量过大,有可能使振动进一步增大,甚至无法启动;试验质量过小,引起的振动变化太小,使平衡计算的误差大。
3 风机的平衡
风机可以看作具有集中质量的单轮盘转子。平衡时只需要一个校正平面,校正质量安装在叶轮上。若叶轮有平衡槽,平衡时将校正质量安装在平衡槽内;若叶轮没有平衡槽,平衡时将校正质量焊接在轮盘的外缘。
风机平衡如果没有影响系数时,试验质量选择范围在300~500g。
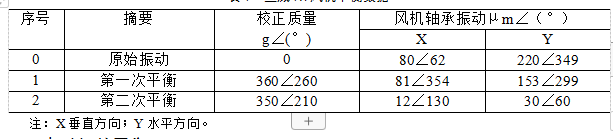
例1 某电厂g4-73-10d送风机
该风机转速为1450r/min。运行中风机轴承的振动值达到220μm。振动为基频,判断为不平衡引起。风机叶轮有平衡槽,可在此处加重。平衡过程如表1所示。
平衡进行了两次。第一次平衡后,依据计算结果将平衡角度调整了50°,振动达到满意水平(见表1)。
4 电动机的平衡
电动机是质量沿轴向分布的转子。如前所述,这种转子的不平衡包括静不平衡和力偶不平衡,只需要在两个平面平衡就可以同时消除这两种不平衡。而电机转子的两端都有平衡槽,可以满足平衡的需要。
静不平衡在电机前、后轴承引起的振动相位接近,动不平衡引起的振动相位相反。
由于电动机是对称转子,平衡时可以用对称加重的方法校正静不平衡,用反对称加重的方法校正力偶不平衡。
实际上电机转子的不平衡大都由静不平衡引起,所以大多数采用对称加重的方式。首次加重时,每侧质量以200~400 g为宜。
在电动机的平衡中往往存在这样的现象:转子在平衡台平衡合格后,却不能保证运行状态下振动合格;转子单转振动合格,却不能保证连接成轴系后振动合格。因此,在实际运行状态下的平衡才是最可靠的。
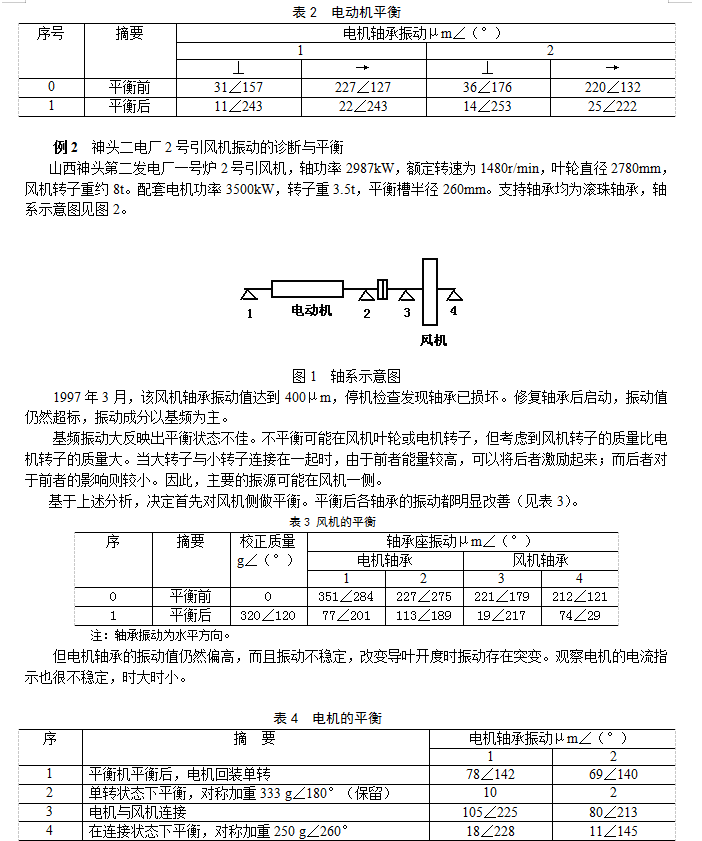
据此分析可能存在电机笼条断裂。存在这种缺陷时,将产生不均衡的电磁力,导致振动的不稳定。
抽转子检查,发现转子上多根铜条与端环的连接处有裂纹,裂纹处金属表面发黑,有3根铜条完全断开。将裂纹用银焊修复。
检修后还将电机转子在低速动平衡机上平衡。复位在与风机脱开的状况下启动电机,但振动值仍然偏高(表4序1)。为此在电机转子两侧对称加重使振动值降低(表4序2)。但是,将电机与风机连接后振动值又增大(表4序3)。为此在连接状态下又对电机转子进行了一次平衡,使振动值降低(表4序4)。
通过对电机转子的平衡,达到了降低振动的目的。

-
1
除尘风机滚动轴承失效表现
1094
22
-
2
离心通风机刚度计算方法
1136
22
-
3
热力管道经济保温层厚度的分...
1057
22
-
4 风机振动的诊断分析
1197
22
-
5 风机防磨、防振、防积灰的措...
1069
22
-
6 防止和消除风机磨损
1011
22
-
7 紧记风机选型事项
1134
22
-
8 风机的设计方法及合理选择风...
2819
22
-
9 设计参数的选择与计算
1094
22
-
10 风机的变型设计
915
22
- 23 半裸旋蜗壳 123
- 24 轴流式通风机蜗壳 142
- 25 螺旋形蜗壳 151
- 26 轴向蜗壳 141
- 27 风机系统性能不佳的原因 206
- 28 系统阻力曲线对风机运行的... 381
- 29 内蜗壳 192
- 30 圆截面蜗壳 228
- 31 出口消音器 242
- 32 风机技术研究中心 233




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com